- Катафорезный грунт что это
- 1.1Катафорез — Анафорез
- ОБЩЕЕ ОПИСАНИЕ ПРОЦЕССА ЭЛЕКТРООСАЖДЕНИЯ ГРУНТА
- Катафорезное грунтование: новинки в обработке кузова
- Что такое катафорез
- Преимущества метода
- Этапы катафорезного грунтования
- Обработка нового кузова
- Грунтование деталей
- Катафорез при кузовном ремонте
- Что такое защитный катафорезный грунт и можно ли на него красить?
- Этапы катафорезной обработки конструкций
- Преимущества грунтования катафорезом
- Использование новых технологий антикоррозийной защиты кузова на АвтоВАЗе
- Полезное видео
- Катафорезное покрытие: описание технологии и ее преимущества. Методы защиты от коррозии
- Подготовка технологической оснастки
- Мойка поверхностей кузова
- Обезжиривание поверхностей
- Чем обезжирить металл?
- Активация и фосфатирование поверхностей
- Что такое катафорезный грунт?
- Нанесение грунта
- Сушка металлических поверхностей
- Преимущества технологии
- Альтернативные методы антикоррозийной защиты
- Заключение
- Заводской грунт новых кузовных панелей автомобиля
- Как понять, каким грунтом покрыта деталь?
- Как подготовить под покраску деталь с заводским грунтом?
Катафорезный грунт что это
1.1Катафорез — Анафорез

Копирование текста разрешено при условии ссылки на данный контент.
ОБЩЕЕ ОПИСАНИЕ ПРОЦЕССА ЭЛЕКТРООСАЖДЕНИЯ ГРУНТА
- 1963 – первое промышленное нанесение (анафорезный грунт – мелкие детали)
- 1967 – первая электрофорезная линия окраски кузовов (анафорезный грунт)
- 1975 – промышленное нанесение катафорезного грунта в США
- 1978 – первый кузов, окрашенный катафорезным грунтом в Европе — CHRYSLER Франция
- 1-е ПОКОЛЕНИЕ — 1967 анафорезные грунты для кузовов
- 2-е ПОКОЛЕНИЕ — 1976 первый катафорезный грунт в автопромышленности
- 3-е ПОКОЛЕНИЕ — 1981 средняя и высокая толщина покрытия
- 4-е ПОКОЛЕНИЕ — 1988 улучшенное выравнивание поверхности
- 5-е ПОКОЛЕНИЕ — 1991 способность снижения содержания пигмента
- 6-е ПОКОЛЕНИЕ — 1994 экологически чистый катафорезный грунт
- 8-е ПОКОЛЕНИЕ — 2013 экономичность, высокая степень укрытия кромок
Составляющие силы прогресса развития и эволюции КТФ (KTL/ED):
- Качество: продление антикоррозионной гарантии и эксплуатации покрытия.
- Окружающая среда: снижение эмиссии в цехах окраски снижение веса, переработки и утилизации.
- Затраты: поиск самых эффективных способов для достижения целей.

Затраты и эффективность:
- Поиск самых дешевых способов для достижения ожидаемых эксплуатационных качеств.
- Снижение расходов материала, наносимого на кузов: низкая толщина пленки, низкая плотность сухой пленки и низкие потери в производственном процессе (печь), т.е. испарения грунта при высокой температуре, грунты 8-го поколения имеют высокий сухой остаток при меньшем расходе на кузове.
- Внешний вид: способность закрывать неровности металла.
- Увеличение срока гарантии от сквозной коррозии с 6 до 12 лет.
- Защита от ударов камня (до чистого металла).
- Укрывистость кромок тонкого металла.
- Проникающая способность грунта в труднодоступные участки кузова (детали).
- Способность различных субстратов (сталь Al, Mg).
- Широкое окно сушки с одинаковым качеством.
- Электрофорез.
Перенос вещества при помощи электрического тока называется электроосаждением или электрофорезом.
По сравнению с другими способами нанесения краски, электроосаждение имеет следующие преимущества:
- Автоматизация процесса: процесс нанесения краски полностью происходит без участия человека, роль которого ограничивается наблюдением и контролем;
- Быстрота нанесения краски: достаточно 150-250 секунд;
- Эффективность процесса: все части кузова покрываются (как внешние, так и внутренние) равномерной толщиной и, возможные дефекты (как например, потёки) сводятся практически к нулю;
- Производительность: может превышать 99% из-за повторного использования краски, которая не легла на окрашиваемую поверхность под действием электрического тока;
- Экологическая и техническая безопасность: краска водорастворима (менее 2% органического растворителя);
- Антикоррозионная стойкость: свойства применяемых полимеров и сам способ нанесения катафорезной грунтовки имеют прекрасные характеристики, отвечающие за антикоррозионную устойчивость.

- Способы окраски.
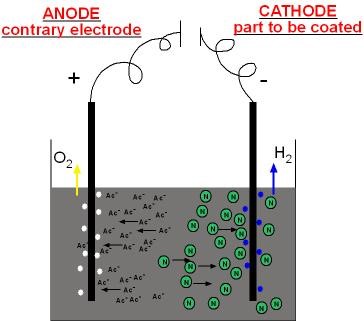
- АНАФОРЕЗ – краска заряжена отрицательно (-) и рассматривается как «анионная»; деталь, предназначенная для окраски, должна быть связана с плюсом (+) электрической цепи и выполняет роль «анода».
- КАТАФОРЕЗ – краска заряжена положительно (+) и рассматривается как «катионная»; деталь, предназначенная для окраски, должна быть связана с минусом (-) электрической цепи и выполняет роль «катода».
- Этапы нанесения и компоненты катафорезной окраски.
1-ый этап — окунание: необходимо иметь окрасочную ванну с достаточным объёмом для полного погружения окрашиваемой детали; погружение происходит всегда автоматически при помощи подвесного конвейера вертикально;
2-й этап – подача электрического тока: необходимо иметь источник постоянного тока, где отрицательная клемма соединена с окрашиваемой деталью — катод (-), а положительная клемма с контрэлектродом – анод (+) и с погружением обоих в ванну.
Катафорезный способ нанесения краски предполагает:
- электропроводимость краски;
- низкую вязкость краски для обеспечения её полного проникновения в труднодоступные места детали;
- деталь должна быть металлической; контрэлектрод (+) также должен быть погружён в ванну;
- окрашиваемая деталь и контрэлектрод должны быть подсоединены к одному источнику постоянного тока.
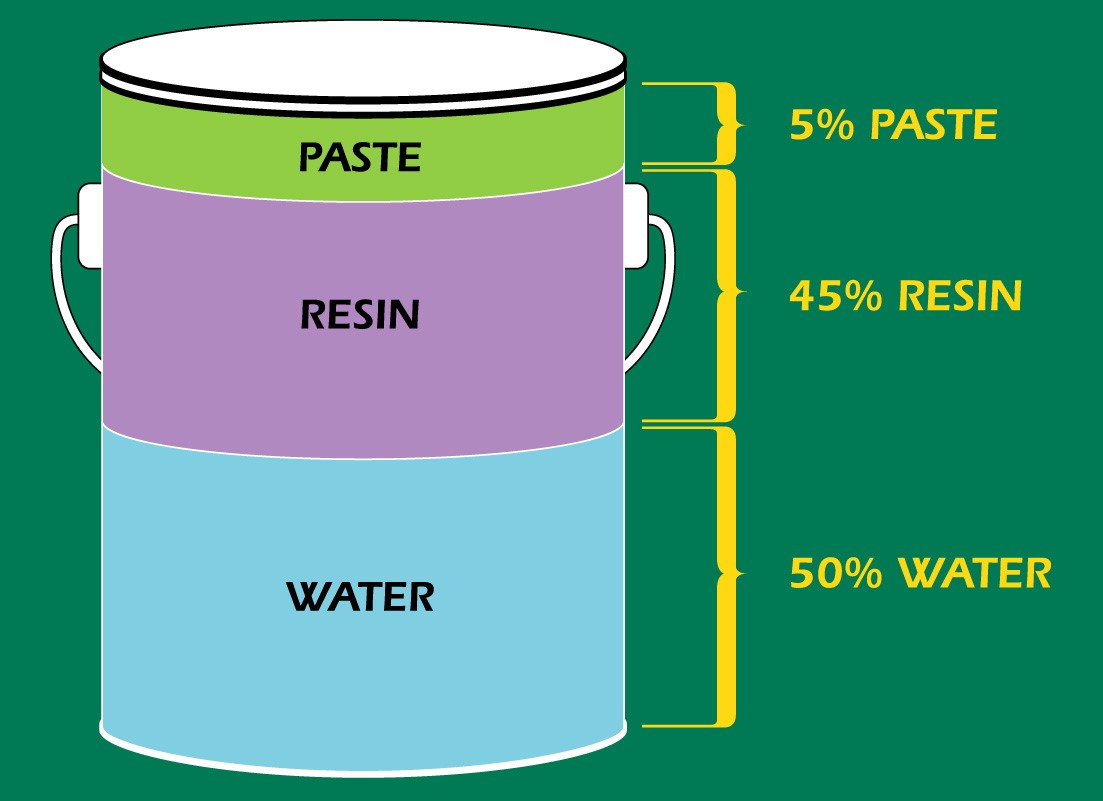
Технология катафорезной окраски предусматривает наличие в ванне трёх основных компонентов:
- Эмульсия – состоит из нескольких катионных (+) полимеров, которые делают плёнку эластичной и увеличивают её сопротивляемость, а блокированный изоцианат обеспечивает полимеризацию во время прохождения через сушильную печь;
- Пигментная паста — концентрат пигментов и минеральных наполнителей, растёртых при помощи другого связующего вещества;
- Деминерализованная вода.

Установка нанесения катафорезного покрытия на детали.
- Характеристика водных растворов ЛКМ для катафореза.
Одним из характерных свойств водных растворов лакокрасочных материалов для катафореза является их ограниченная стабильность во времени. При старении рабочих растворов в процессе длительной работы ванны электроосаждения происходит изменение свойства лакокрасочного материала вследствие протекания следующих процессов:
- окисление плёнкообразующего в присутствии кислорода воздуха, приводящего к увеличению молекулярной массы смолы и уменьшению молекулярной массы связующего; процесс усиливается при постоянном перемешивании рабочего раствора и выделении кислорода в процессе электролиза воды;
- омыления сложноэфирных групп в щелочной среде рабочего раствора, приводящего к отщеплению жирных кислот, увеличению кислотного числа и уменьшению молекулярной массы связующего, процесс протекает с большой скоростью при повышенных значениях температуры и рН рабочего раствора;
- гидролиза солевых групп, приводящего к уменьшению растворимости смолы в воде при коагуляции связующего вследствие изменения гидрофильно-гидрофобного баланса;
- нарушения баланса в соотношении пигмент/связующее, приводящего к ухудшению качества покрытия и его защитных свойств;
- испарения органических растворителей, приводящего к увеличению кратерообразования и уменьшению толщины покрытия, а также снижению стабильности водного раствора лакокрасочного материала;
- накопления в рабочем растворе посторонних электролитов, вследствие анодного растворения металла подложки и при неудовлетворительной промывке изделий после операций подготовки поверхности, приводящего к увеличению электропроводности рабочего раствора, накоплению шлама и коагуляции связующего;
- накопление нейтрализатора, приводящего к сокращению времени стабильности рабочего раствора и изменению параметров процесса и свойств покрытий вследствие изменения степени нейтрализации связующего.
Стабильность свойств раствора лакокрасочного материала в процессе выработки ванны поддерживается путём поддержания параметров рабочего раствора в пределах нормативных значений и их периодических корректировок.
- Общее описание катафорезных грунтов.
Процесс является безсвинцовым катафорезным грунтом 6-го или 8-го поколения. Основную коррозионную стойкость покрытия, получаемого по технологии обеспечивая пигмент окись иттрия.
Катафорез 6-го или 8-го поколения – это безсвинцовый грунт.
По сравнению с предыдущими поколениями катафорезных грунтов, продукт имеет следующие значительные преимущества:
- экологическая безопасность (отсутствие свинца и хрома, низкое содержание летучих компонентов – органических растворителей);
- высокая проникающая способность;
- низкая скорость седиментации;
- низкая температура сушки;
- улучшенные антикоррозионные свойства при более низкой толщине покрытия; устойчивость к маслам;
- низкий расход.
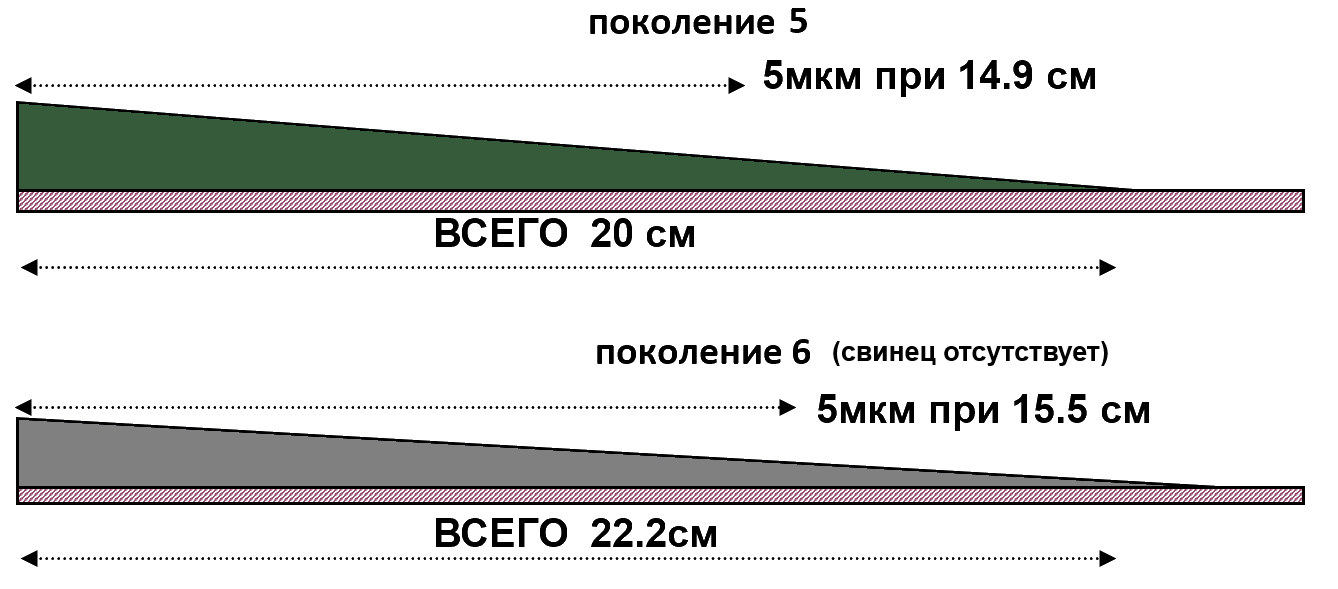
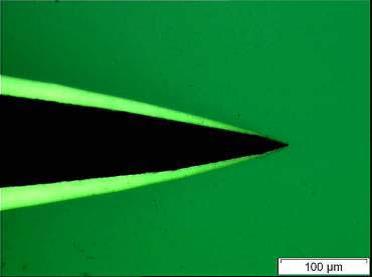
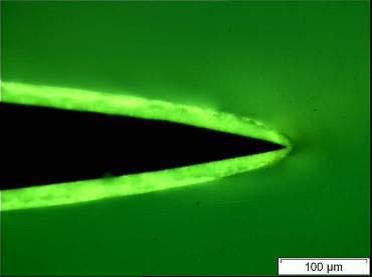
Поколение 6 (кромка не укрыта) / Поколение 8 (кромка укрыта равномерно)
Катафорезный грунт обеспечивает наилучшее распределение толщины покрытия; соответствует техническим требованиям европейских фирм-производителей автомобилей, обеспечивая толщину в скрытых полостях до 12 мкм.
Плюсы катафорезного грунта:
- Внешний вид: способность укрывать неровности субстрата (металла)
- Увеличение срока гарантии от 6 до 12 лет
- Защита от ударов камня: в основном до поражения сырой жести
- Укрывистость кромок: дверные кромки
- Проникающая способность: детали более сложной формы
- Способность защиты различных субстратов (сталь, Al, Mg)
- Широкое окно сушки с одинаковым качеством

Катафорезные грунты состоят из следующих компонентов:
- связующее (смола) – эпоксидная смола в виде молочной эмульсии (поставка в контейнерах, 1 м³);
- паста (пигментная паста) – смесь пигментов и наполнителей серого цвета (поставка в контейнерах, 1 м³).
6.Требования к поверхности.
Покрываемые основы (субстраты): холоднокатаная сталь, все типы оцинкованной стали, алюминий, предварительно фосфатированная сталь. Предварительно поверхность обрабатывается и фосфатируется (желательно с пассивацией). Для получения поверхности субстрата с высокой коррозионной стойкостью, фосфат должен быть однородным с приемлемой структурой кристаллов, чистым, полностью влажным или сухим, без масла, грязи, шлама. Вес фосфата должен составлять 2 – 4 г/м². Последняя промывка перед ванной электроосаждения должна иметь электропроводимость ниже 30 μS/сm.
7.Чёрный катафорез.
Чёрный катафорез, т.е. катафорез для деталей без последующей окраски, является автономным покрытием.
Применяется (используется) на деталях шасси, подкапотного пространства, рамы, салона (кронштейны, скобы, держатели, каркас сидений, и пр.).

Данный грунт также применяется при производстве мебели, ж/д, городского транспорта (автобусы, трамваи, метро и т.д. )
Для черного катафореза процесс нанесения полностью идентичен кузовному, единственное его отличие в дороговизне как закупочное сырье (исходное).
Удорожание по данному типу катафорезу включает в себя:
- Расход на м2 — толщина покрытия выше чем на сером катафорезе;
- Компоненты входящие в состав пасты и эмульсии, способствующие защите покрытия от УФ лучей.
Чёрный катафорез или катафорез для деталей обеспечивает минимальную защиту в камере солевого тумана 800 часов, с возможностью увеличения до 1500 часов с помощью подготовки поверхности (фосфата) посредством увеличения толщины покрытия.
Толщина покрытия в диапазоне 25-35 мкм.
Отличие “чёрного” грунта от кузовного это повышенная твёрдость и высокая плотность плёнки (износостойкость) позволяющая обеспечить минимальную проникающую способность вредных факторов (солей, кислот, влаги и т.д.) на металл.
В случае сравнения чёрного катафорезного грунта с кузовным на м2 (требующего окраски последующих защитных слоёв) имеет меньшую экономическую составляющую для производства, т.к. он не требует затрат в последующих операциях, таких как энергоносители (например газ), расход краски и человеческий труд, в процентном соотношении экономия выходит в пользу чёрного катафореза примерно порядка 30%, что позволяет быстрее окупить вложенные инвестиции.
Катафорезное грунтование: новинки в обработке кузова

- Что такое катафорез
- Преимущества метода
- Этапы катафорезного грунтования
- Катафорез при кузовном ремонте
Автолюбители часто сталкиваются с коррозией кузова, что причиняет множество неудобств. Катафорезное грунтование призвано повысить сопротивляемость металла к ржавчине, и продлить срок службы автомобиля.
Что такое катафорез
Сложный химический процесс, в основе которого лежат электролитические реакции, – это катафорез.
Благодаря ему частицы грунтовочного раствора плотно покрывают металлический предмет. Методика призвана улучшить сопротивление металла коррозийным процессам, тем самым продлив срок службы детали.

Преимущества метода
Методика получила положительные отзывы благодаря таким особенностям:
- за счет полного погружения деталей в раствор возможно их равномерное покрытие, даже независимо от формы;
- прочная фиксация грунтового раствора на металлической поверхности благодаря активному электролитическому воздействию;
- экономичность, достигающаяся за счет сведения потерь к минимуму;
- устойчивость перед воздействиями физического и химического типа.
Этапы катафорезного грунтования
Покрытие деталей, с помощью катафорезного метода включает несколько этапов:
- Первый. Проводят очистку металлической поверхности от окиси, что повышает взаимодействие активных частиц при погружении в катаферозную емкость.
- Второй. Обезжиривание улучшает результат, полученный после первого этапа.
- Третий. Активация металла повышает надежность закрепления частиц.
- Четвертый. Погружение в катафорезную емкость, наполненную грунтовочным раствором. К металлической детали подсоединяют анод (отрицательный заряд), а к ванне – катод (положительный), активизирующий частички раствора. Благодаря электролитическому влиянию к корпусу прочно прилипает грунтовочный раствор.
- Пятый. Ополаскивание удаляет плохо закрепившиеся частички.
- Шестой. Сушка в термической камере обеспечивает затвердевание грунтовочного слоя.

Обработка нового кузова
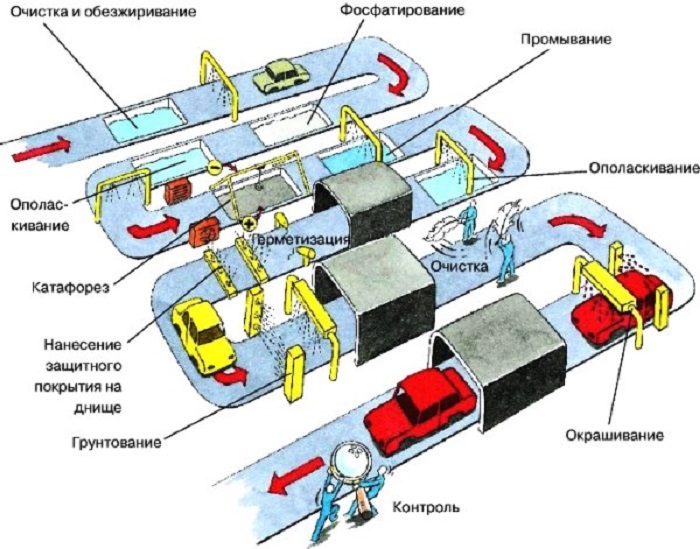
При производстве нового транспортного средства его кузов проходит все стандартные этапы катафорезного грунтования, к которым добавляются несколько новых:
- очистка и обезжиривание;
- фосфатирование (усиливает прочность металла);
- ополаскивание;
- катафорез;
- промывание;
- ополаскивание;
- герметизация;
- покрытие днища защитным слоем;
- грунтование;
- повторная герметизация;
- ручная очистка;
- окрашивание;
- просушка кузова;
- финальный контроль качества.
Грунтование деталей
Методику применяют в основном к новым деталям, для чего их отправляют на завод, имеющий специализированное оборудование. На месте их очищают от транспортировочного грунта и подвергают всем этапам обработки. Благодаря методике срок службы деталей возрастает.

Катафорез при кузовном ремонте
До момента нанесения лакокрасочных материалов кузов проходит такие этапы:
- транспортное средство разбирают полностью, так как все детали проходят индивидуальную обработку;
- удаление старой краски происходит при погружении кузова в специализированные химические вещества;
- на устаревшем автомобиле имеются коррозийные проявления, которые устраняют с помощью специализированных средств против ржавчины;
- очищенный до голого металла кузов готов к катафорезу, который проводится по описанным выше правилам.

Катафорезному грунтованию отводится особое внимание, поскольку методика еще молодая и неизученная. Однако ее востребованность растет, что стимулирует развитие отрасли и улучшение качества защиты автомобильных кузовов.
Что такое защитный катафорезный грунт и можно ли на него красить?

- Этапы катафорезной обработки конструкций
- Преимущества грунтования катафорезом
- Использование новых технологий антикоррозийной защиты кузова на АвтоВАЗе
- Полезное видео
Катафорезный грунт что это такое? Чем он отличается от прочих грунтовок и какие имеет преимущества? Катафорезная грунтовка предназначена для защиты кузовных элементов и деталей от коррозии. Это основное защитное покрытие автомобилей, входящее в процесс производства.
Катафорез значительно увеличивает степень устойчивости к коррозии деталей из металла.

К примеру, окрашенный бампер автомобиля Lada 4х4 Нива без покрытия катафорезной грунтовкой в процессе испытания в камере солёного тумана до появления сквозной ржавчины продержится не более 100 часов, в то время как, имея катафорезное покрытие, стойкость бампера увеличится до 1500 часов.
Этапы катафорезной обработки конструкций
Катафорезная обработка металла представляет собой сложный химический процесс в промышленном производстве, обеспечивающий защиту стальных конструкций от коррозии.
При электролитической реакции на поверхности металлического изделия закрепляется особое вещество, которое образует защитный слой.
Полезное! Катафорезная обработка металла даёт возможность в несколько раз увеличить его стойкость к воздействию коррозии.
Процесс катафорезной обработки включает несколько этапов:
- В сооружениях с туннельным опрыскиванием или в ваннах с полным погружением металлическая конструкция очищается от окиси и происходит обезжиривание поверхности.
- Далее металл активируется для обеспечения лучшей сцепки частиц при электролитической реакции.
- Происходит погружение конструкции в ёмкость для катафорезного грунтования. Это электролитическая ванна, наполненная составом с частицами грунтовки. На металлическое изделие подают отрицательный заряд посредством присоединённого к нему анода. К ёмкости присоединяется катод, активирующий растворенные частицы грунта. В результате химической реакции, положительно заряженные частицы грунтовочной смеси оседают на металлической конструкции, имеющей отрицательный заряд.
- Конструкция проходит ополаскивание. Этот процесс возможно осуществлять либо методом погружения, либо пропусканием изделия через туннель с опрыскивателем.
- Завершается процесс катафорезной грунтовки кузовных деталей сушкой в термической камере, в которой закрепляется нанесённое покрытие. Под воздействием высокой температуры происходит процесс кристаллизации защитного грунтовочного слоя.

Информация! После завершения всех этапов этого процесса, металлическая конструкция готова к следующему этапу – покраске.
Преимущества грунтования катафорезом
Катафорезное грунтование приобрело популярность и стало быстро распространяться благодаря неоспоримым преимуществам:
- обеспечивается покрытие равномерным тонким слоем поверхности кузовных деталей сложной конфигурации благодаря их полному погружению;
- активная электролитическая реакция способствует прочному закреплению грунтовки на металлической поверхности;
- это высокоэффективный процесс, позволяющий экономить расходный материал благодаря минимизации потерь;
- катафорезное покрытие имеет высокую стойкость к физическим и химическим воздействиям, что подтверждается испытаниями в солевом тумане.

Благодаря этим достоинствам сегодня всё чаще используется катафорезное грунтование кузова автомобиля при капитальном восстановлении. Этот процесс мало отличается от наложения грунтовки в процессе производства.
Автомобиль полностью разбирается, с кузовных элементов с использованием химических средств совсем удаляются ржавчина и лакокрасочное покрытие. Далее происходит катафорезное грунтование.
В результате всех этих действий автомобиль обретает полностью загрунтованный кузов, готовый к покрасочным работам. После обработки автомобильного кузова катафорезным грунто можно производить нанесение ЛКП.
Информация! По сравнению с другими технологиями кузовного ремонта, катафорез достаточно дорого стоит, и поэтому не каждый автовладелец может себе его позволить.
Использование новых технологий антикоррозийной защиты кузова на АвтоВАЗе

АвтоВАЗ постоянно модернизирует процессы покраски автомобилей. В 2013 году была завершена программа перехода к новой технологии окраски внедорожника Lada 4х4 Нива.
Применение катафореза вместо анафорезного метода обработки значительно повысило прочность и износостойкость лакокрасочного покрытия автомобиля Нива. Кузов приобрёл большую стойкость к сколам, механическим и химическим внешним воздействиям. Кроме того, обработка металла катафорезной грунтовкой обеспечивает ВАЗ 2121 Нива более долгую сохранность блеска лакокрасочного покрытия.
Катафорезное грунтование обеспечило внедорожнику Нива очень высокую противокоррозионную защиту обработанных таким способом деталей. АвтоВАЗ проводил испытания кузовных элементов, обработанных картофорезным грунтом, в камерах солевого тумана, которые показали отличные результаты.
Интересное! Коррозийная стойкость таких конструкций составляет около 1500 часов, что значительно превышает показатели других видов защитной обработки.
Полезное видео
Наглядно как происходит подготовка детали и покраска катафорезного грунта можно посмотреть на видео:
Катафорезное покрытие: описание технологии и ее преимущества. Методы защиты от коррозии

Техники нанесения внешних покрытий представляют наиболее обширную группу способов антикоррозийной защиты металла. Грунтование часто используется в защите автомобильных кузовов, которые подвергаются разного рода воздействиям, способствующим развитию ржавчины. Одним из самых эффективных методов такой защиты является катафорезное покрытие, одновременно сочетающее в себе элементы физической и химической изоляции.

Подготовка технологической оснастки
Технической основой для выполнения процедуры катафорезной обработки выступают ограничители для элементов кузова, среди которых капот, багажник и боковые двери. Все эти части должны быть приоткрыты, чтобы активная смесь свободно заполняла собой полости изнутри, не оставляя зазоров. С точки зрения поточного производства, на линии таким образом экономится раствор для катафорезного покрытия, так как не использованный состав полностью сливается в специальную емкость и применяется в последующих операциях. Функцию каналов для слива обычно выполняют отверстия в днище автомобильного кузова. О том, чтобы они были открыты, следует также позаботиться заранее.
Мойка поверхностей кузова

На следующем этапе подготовки выполняется предварительная мойка. Не только с наружных поверхностей, но и с внутренней части кузова следует удалить все инородные частицы от грязи и пыли до продуктов сварочного производства и заводской смазки. На профессиональных линиях для таких целей используют камеры с множеством форсунок, направляющих воду с чистящим раствором. Более простой вариант предполагает использование мини-моек под высоким давлением с подключением компрессорных установок. В любом случае чем качественнее будет первоначальная чистка, тем больше шансов получить стойкое и долговечное защитное покрытие кузова автомобиля с акцентом на формирование антикоррозийного барьера.
Обезжиривание поверхностей
Наличие на поверхностях кузова следов технического масла или другой химии может привести к сохранению открытых участков, которые нередко становятся очагами развития ржавчины после повреждения. Поэтому очень важно проведение операции обезжиривания. Обычно перед нанесением катафорезного покрытия данная задача решается методом опрыскивания. Автомобиль проходит через специальный туннель, где на него также подается вода под высоким давлением, но уже с добавлением специальных химических средств. Практикуется и метод погружения в ванны с растворами для обезжиривания, но этот подход себя оправдывает только в условиях высокопроизводительного автосервиса с большим потоком.

Чем обезжирить металл?
Итак, какие добавки используют после комплексной промывки перед нанесением катафорезного состава? Простейший и наиболее доступный материал представляют собой щелочные растворы. Это полезно-активные компоненты, которые вместе с усилителями обезжиривания дают неплохой эффект очистки и базовой защиты. При высокой степени концентрации жира придется задействовать специализированные средства. Например, чем обезжирить металл, если зажиренность поверхности превышает 3 г/м2? В данном случае можно использовать специализированную автохимию от компаний Henkel, Chemetall или «ЭКОХИМ», изготовленную на основе твердых и хлорированных частиц поливинилхлорида и акрилонитрилбутадиенстирола. Как показывает практика, ключевым фактором эффективности обезжиривающего раствора будет даже не столько его концентрация, сколько правильно подобранный температурный режим при обработке.
Активация и фосфатирование поверхностей
Переходным этапом между зачисткой целевой поверхности и созданием базы для катафорезного покрытия является фосфатирование. В свою очередь, активация металла выступит подготовительной операцией, которая проводится с целью улучшения кристаллообразования в ванне. Для этого применяют нерастворимые соединения, фосфат марганца и соли титана. Они обеспечивают осаждающий эффект на поверхности, способствуя уплотнению фосфатного слоя.
Активация формирует основу защитного покрытия кузова автомобиля, способствуя повышению адгезии. После фосфатирования производится контроль покрытия, при котором оцениваются такие свойства, как общая кислотность, плотность, масса и т. д. Может анализироваться и состав раствора. Стандартный набор компонентов формируется цинковыми элементами, фторидами и дополнительными модифицирующими присадками, которые подбираются индивидуально.
Что такое катафорезный грунт?

Главный компонент покрытия – это бессвинцовая двухкомпонентная масса, которая может быть представлена в виде пасты или эмульсии. В новейших поколениях такие грунтовки отличаются экологической безопасностью и высокой проникающей способностью. С помощью модификаторов также улучшаются показатели термической стойкости и защищенности от коррозийных процессов. К тому же в процессе эксплуатации улучшается очистка от ржавчины без повреждения основы кузова. Непосредственно при катафорезе используются эмульсии, включающие несколько катионных полимеров. Формируемый слой представляет собой эластичную пленку с блокированным изоцианатом. Также в составе может задействоваться пигментная паста на основе минеральных компонентов, связующие активные вещества и деминерализованная жидкость.
Нанесение грунта
Защитная структура образуется в ванной, в которую предварительно была загружена эмульсия с пастой, включающей необходимые добавки. Средний объем ванной для катафорезного метода защиты от коррозии составляет 100 м3 из расчета на один кузов. Допускается и одновременная обработка нескольких автомобилей. В этом случае используются емкости по 200-300 м3.

К ванне вдоль периметра подключаются диализные ячейки с подводкой металлических катодных стержней. Это важная часть технологии, благодаря которой в принципе обеспечивается электрохимическое воздействие. При подаче напряжения осуществляется заряд катафорезного грунта с последующим формированием защитного слоя толщиной до 25-30 мкм. Что касается параметров заряда, то сила тока должна составлять от 350 до 700 А при среднем напряжении 400 В. По времени операция продолжается 2-3 мин.
Сушка металлических поверхностей
В отличие от других технологий быстрой сушки, в данном случае процесс полимеризации носит и характер мягкого термического воздействия с прожигом. Для этой операции используются специальные печи, позволяющие выполнять несколько этапов сушки. На каждой стадии подключается соответствующий модуль с независимой горелкой (как правило, на газовом топливе), нагревающей воздух до нужной температуры. Тепловые потоки в направлении кузова подают вентиляторные установки. Причем каждый контур термического воздействия содержит фильтры, очищающие воздух от мельчайших частиц, которые могут навредить структуре покрытия. В отношении выбора температурного режима многое зависит от характеристик конкретного металла. Для кузовной автомобильной конструкции защита от коррозии закрепляется в условиях полимеризации при 180-200 °С. Причем для каждой отдельной части температура может варьироваться за счет специальных датчиков. Особый подход обычно применяется для крыши, торпедо и днища.
Преимущества технологии

В числе основных плюсов данной методики называют высокую стойкость грунта к внешним негативным воздействиям, которые и создают условия для образования коррозии. Выполнив на первом же этапе очистку от ржавчины абразивами нужной фракции, в дальнейшем можно забыть о рисках подобного поражения от высокой влажности и солевых воздействий. При этом катафорез используется не только как технологическое защитное покрытие, но и в качестве декоративного, если раствор грунтовки совместить с порошковой краской. Среди других преимуществ этого метода отмечается высокая скорость обработки, равномерность укладки слоя, высокая проникающая способность и уже упомянутая экологическая безопасность.
Альтернативные методы антикоррозийной защиты
Ближайшая технология антикоррозийной защиты, которую в принципе можно сопоставить с катафорезом, это анафорез. Она также представляет собой разновидность электролитического окрашивания, но с некоторыми отличиями. В частности, анафорезный метод защиты от коррозии предусматривает отрицательный заряд грунтующего раствора, а целевая поверхность связывается с положительным контуром. С точки зрения качества устройства покрытия, это не имеет принципиального значения, но зато облегчаются организационные процессы в силу исключения обязательного устройства заземления для ванны и подводки диализных клеток. Кроме того, снижаются требования к процедурам осаждения краски и сушки нанесенного покрытия.
Заключение

Техника катафореза отличается сложностью и финансовой затратностью. Качество результата при этом будет гарантироваться только грамотным выполнением каждого этапа обработки. Малейшее нарушение технологии может стать причиной разрушения нанесенного грунта уже в первые месяцы эксплуатации автомобиля. Но в остальных случаях катафорезная обработка металла себя полностью оправдывает как эффективный способ антикоррозийной защиты на многие годы. Секрет формирования положительных технико-эксплуатационных свойств после образования покрытия заключается в сбалансированном сочетании химических компонентов и электрического воздействия на металлическую структуру. Это далеко не инновационный способ, поскольку его принципы давно задействуются при защите трубопроводных сетей от той же коррозии. Но применительно к защите автомобильных кузовов можно говорить о беспрецедентной оптимизации процессов катафореза, хоть и с большими организационными затратами.
Заводской грунт новых кузовных панелей автомобиля

Новые детали кузова автомобиля, в большинстве случаев, имеют чёрное покрытие. Это заводской грунт. Если кузовная панель оригинальная ( OEM ) или от сертифицированного производителя, то она покрыта так называемым катафорезным грунтом, нанесённым методом электроосаждения.
На заводе деталь проходит несколько этапов обработки. Сначала обезжиривается, фосфатируется потом покрывается грунтом с помощью электроосаждения в специальном резервуаре. В итоге образовываются фосфатная и полимерная защитные плёнки. После нанесения, заводской грунт «запекается» при температуре от 150 до 200 градусов по Цельсию. От этого он полностью полимеризуется и становится более прочным и химически инертным. По составу катафорезный грунт является в большинстве случаев эпоксидным и представляет собой хорошее защитное антикоррозионное покрытие.

Более дешёвые кузовные детали могут иметь транспортировочный грунт, который не является стойким защитным покрытием и подлежит удалению.
Катафорезный грунт на поверхности кузовной панели имеет очень тонкий слой. Он обладает следующими преимуществами:
- Имеет прочную связь с металлической поверхностью.
- Слой грунта получаемый в заводских условиях электроосаждением получается очень ровным и равномерным (везде имеет одинаковую толщину ) на всей поверхности.
- Грунтом покрыты вся деталь, включая скрытые полости.
- В покрытии не содержится никаких лишних примесей.
- Обладает антикоррозионными и адгезионными свойствами.
Как понять, каким грунтом покрыта деталь?
Визуально катафорезный грунт имеет матовое покрытие со слабым глянцем. Если покрытие матовое, не имеет никакого глянца или имеет достаточно сильный глянец, то, скорее всего, не является катафорезным грунтом.
Для определения типа грунта намочите тряпку растворителем (646, 647 или ацетоном) и положите на поверхность новой кузовной детали. Подождав 10 минут, нужно убрать тряпку и посмотреть на результат воздействия растворителя. Если покрытие никак не изменилось и не оставило на тряпке следов, то, с большой долей вероятность, оно является качественным катафорезным грунтом. Если же возникло отслоение покрытия, то такой грунт не является катафорезным грунтом и не будет служить хорошим основанием для лакокрасочного покрытия.
Как подготовить под покраску деталь с заводским грунтом?
Сомнительный грунт лучше убирать до чистого металла шлифованием. Далее можно распылить первичный и вторичный грунты и красить.
Качественный катафорезный грунт, при условии его целостности и отсутствия дефектов, можно оставить на детали.
Производители лакокрасочных материалов рекомендуют сверху катафорезного наносить вторичный грунт, благодаря чему увеличивается адгезия и меньше появляются сколы при эксплуатации. Можно использовать акриловый двухкомпонентный грунт. Заводской грунт шлифуется абразивами P240 – P320 , обезжиривается и грунтуется. Дополнительным преимуществом грунтования поверх заводского грунта является применение грунта, имеющего цвет, схожий с цветом краски, которой будет покрываться деталь. В итоге уйдёт меньшее количество краски. При этом нужно понимать, что иногда производители рекомендуют то, что удорожает ремонт и без чего можно обойтись.
Многие мастера, с которыми я общался, много раз подряд красили поверх заводского грунта, предварительно подготовив его под покраску, и из-за этого не возникало проблем.
Они считают, что если на поверхности настоящий катафорезный грунт, то такое покрытие можно обработать скотч-брайтом или другим абразивом под покраску, обезжирить и красить. Настоящий катафорезный грунт держится на поверхности очень хорошо и шлифуется тяжело. Он имеет более прочную связь с поверхностью, чем эпоксидный грунт, нанесённый краскопультом.
Некоторые сервисные центры, чтобы соблюсти регламент и дать длительную гарантию на свою работу, шлифуют заводской грунт до чистого металла и далее наносят первичный и вторичный грунт, после чего подготавливают поверхность и красят.
В итоге можно сказать, что если заводской грунт хорошего качества, деталь не имеет следов ржавчины, то не имеет смысла его убирать. Таким образом, Вы сэкономите время, сохраните фосфатную заводскую плёнку и оставите дополнительную антикоррозионную защиту в виде катафорезного грунта. Как было написано выше, не лишним будет нанести сверху вторичный акриловый грунт, колерованный под краску, которой будет окрашиваться деталь. Так, Вы как минимум получите пользу в виде экономии расхода краски.






